Vacuum Chambers and Custom Fabrication
Our Custom Capabilities
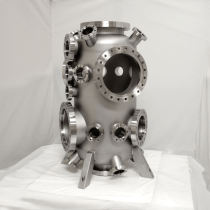
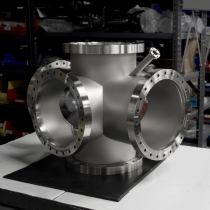
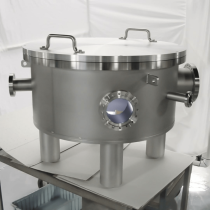
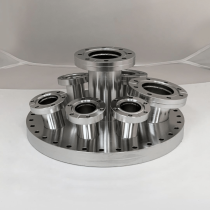
For over 50 years, ANCORP has specialized in the fabrication of high vacuum and ultra-high vacuum (UHV) chambers and components. Our fabricated vacuum chambers range from one-of-a-kind builds for research applications to production quantity chambers for OEM’s.
In 2012, we opened a 6,000 square foot expansion to our factory to meet the growing demand for our Custom Fabrication division. The state-of-the-art facility is equipped with the latest manufacturing technology for CNC mills, lathes, and welding tools.
The expansion includes on-site offices for Engineering and Project Management staff – ensuring you receive the highest quality chamber on schedule. Our welders and Vacuum Welding Program have been certified by AWS and ASME. Our Quality Control procedures include dimensional checks using a Coordinate Measuring Machine (CMM) and leak checks using state-of-the-art helium mass spectrometer leak detectors.
High vacuum and ultra-high vacuum (UHV) chambers are engineered products are engineered products that require a specialized set of materials and fabrication processes. To help designers and practitioners better understand system specifications, a brief overview of ANCORP’s capabilities and practices follows:




Engineering and Project Support
From your initial inquiry to when your finished vacuum chamber ships out of our factory.
ANCORP engineers and project support staff are working to ensure your custom project meets your highest quality standards and is delivered on schedule. Before manufacturing begins, engineers trained in vacuum technology and chamber design review design drawings. Project support staff ensures the manufacturing schedule is kept and drawing specifications and tolerances are met. ANCORP can work with customer-supplied drawings or create drawings from simple, freehand sketches.
Our Manufacturing Process
ANCORP products are proudly manufactured in the United States of America.
Materials
Because of its high corrosion resistance, low outgassing rates, a wide range of applicable temperatures, machinability, weldability, and relative cost, ANCORP’s standard material for tube sections, Custom Fabrication spheres and roll-ups is 304L stainless steel. ANCORP routinely works with 304L and 316L stainless steel as well as 6061 T6 aluminum.
ANCORP specifies a magnetic permeability not to exceed 1.02μ when ordering raw 304 stainless materials. Welding and machining processes may result in heat-affected or cold-worked zones that may increase magnetic permeability in these zones. Minimizing seams, joints, and bends in areas of high magnetic sensitivity should be considered during the design process. For applications that require superior magnetic flux shielding, mumetal can also be supplied.

Flanges
ANCORP’s flanges are made from specially manufactured raw stock that is designed to maximize the vacuum capabilities of 304 stainless. These processes minimize impurities and inclusions that could adversely impact the steel’s ability to maintain vacuum. Grain size, orientation, and density are also engineered to maximize the vacuum performance of the raw stock.
Fabrication
Machining
State-of-the-art, multi-axis, CNC machine centers are at the heart of ANCORP’s operations. Our work processes are built upon the dual goals of high quality and rapid turnaround. Our machining coolants are sulfur free, biodegradable, and recycled.
Welding
ANCORP uses tungsten inert gas (TIG/ GTAW) welding techniques with high purity argon as the backfill/purge gas. Both manual and automated orbital welding machines are employed.
In accordance with good UHV fabrication practices, non-filler material, internal fusion weld joints are utilized wherever possible. In those instances where geometries preclude internal welds, 100% full penetration welds are provided. To minimize sources of virtual leaks, external welds are only used when required for structural reinforcement and are limited to stitch, skip, span, or spot weld configurations.
Surface Finishes
The following finishing techniques are available: Glass Bead Blasted, Machine Polished, and Electropolished. Flanges and machined components (faced, turned or bored) come standard with a 32 microinch surface finish and a 16 microinch sealing surface. For a machined finish better than 32 micro-inch speak to one of our design engineers.
Quality Control
All weld joints and sealing surfaces are certified with state-of-the-art helium mass spectrometer leak detectors to a maximum rate of 1×10-9 std. cc helium. Leak testing is typically conducted in an “outside-in” or tracer-probe configuration. Helium (gas) bag tests are conducted as needed.
The highest standards of quality control inform every aspect of our operational practices. We welcome customer audits. Dimensional checks are confirmed with a computer controlled Coordinate Measuring Machine (CMM). Material and CMM certifications can be provided upon request.

Cleaning and Packaging
Upon final machining, most components are washed in a heated, ultrasonic, detergent bath followed by multiple ultrasonic, deionized water rinses to remove all residual machining lubricants. After final rinse, parts are blown dry with dry, heated, filtered air and packaged.
After cleaning and testing, flanges and small components are hermetically sealed in vacuum board packaging and are ready for UHV installation. Larger flanges are covered with a layer of foil and protective plastic shields. Weldments and assemblies are then bagged, bubble-wrapped, and inserted into a shipping container surrounded by void filling “pillow” wrap. Custom crating is available.

Titanium and Aluminum for UHV and XHV Chambers
Enhanced Bakeout Performance and Reduced Outgassing Rates
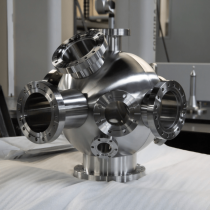
As the exclusive seller and distributor of LOS Low Outgassing Solutions products, ANCORP provides our customers custom ultra-high vacuum (UHV) and extremely high vacuum (XHV) chambers with titanium and aluminum bodies. Aluminum and titanium offer UHV and XHV applications enhanced bakeout performance and lower outgassing rates compared to their stainless-steel counterparts.
Aluminum and Titanium also provide end-users higher vibrational dampening than stainless steel due to the materials’ young’s modulus. This higher vibrational dampening greatly benefits applications requiring precision in targeted instrumentation. Both titanium and aluminum chambers also have thermal conductivity coefficients several magnitudes greater than stainless steel enabling faster bakeout times. Additionally, these materials feature less hydrogen in the alloy structure contributing to decreased outgassing rates.
Titanium
- Low Z attribute
- Negligible magnetic permeability
- 25% higher yield strength than 6061-T6 aluminum
- Lower outgassing rate than stainless steel
- Lower vibration damping than stainless steel
Aluminum
- Fast uniform bakeouts
- Bakeouts at 150 degrees Celsius
- Increased thermal diffusivity
- Lower outgassing rate than stainless steel
- Lower vibration damping than stainless steel



Let's Get Started
Start by submitting a quote for your custom project.
You can submit your quote through our request a quote form or by contacting a member of our technical sales team. Quotations can be generated from simple, freehand sketches. Electronic files can be sent in a variety of file formats. When needed, ANCORP can supply a complete set of engineered drawings.